|
Tucked away in the Pacific Northwest is one of the nation’s most complex environmental clean-up missions. The challenges at Hanford are both unique and significant, requiring specialized expertise and sophisticated technology.
The dedicated staff at Hanford is tasked with the extremely complicated task of managing and retrieving 56 million gallons of chemical and radioactive waste from Hanford’s underground storage tanks. Success requires creative problem solving and the development of first-of-its-kind retrieval methods.
The U.S. Department of Energy’s (DOE) Office of River Protection (ORP) and its contactors, Bechtel National, Inc. (BNI), Washington River Protection Solutions (WRPS), and Advanced Technologies and Laboratories International, Inc. (ATL) continued to make steady, incremental progress at Hanford in 2013.
Innovative technology, designed and engineered for specific deployment at Hanford’s Tank Farms was the theme of single-shell tank (SST) retrieval progress in 2013. ORP’s tank farm contractor, WRPS, retrieved Tank C-110 to a level below the regulatory requirement. ORP is in the process of submitting the required Certification of Completion of C-110 to the Washington State Department of Ecology.
Retrieval in C-110 was executed using a more robust Foldtrack, a remotely operated, track-mounted device featuring a plow-blade and several types of water nozzles, to break down the difficult-to-remove hard heel waste on the tank floor and move it closer to the tank pump for transfer into a double-shell tank. Tank C-110 retrieval also included a newly-installed, hot-water skid to support operations, and a unique clamshell sampling apparatus used in conjunction with the redesigned Foldtrack for the first time to obtain post-retrieval samples in C-110. The combined technologies resulted in significant savings in time and cost. (View Foldtrack Video)
The Extended Reach Sluicing System with recently-added, high-pressure water is another modified and improved technology used at C Farm tanks. The high-pressure water increases the ability to break up difficult waste on the tank floor.
In preparation for another advanced technological device, workers cut a 55-inch hole in the top of Tank C-105, allowing for the eventual installation of the first-of-its-kind Mobile Arm Retrieval System (MARS) Vacuum retrieval technology. The MARS Vacuum, a more potent version of its MARS predecessor, is equipped with a waste vacuum system to minimize the addition of liquid, which in turn saves room in the double-shell receiving tank. The system will use recycled liquid waste in a closed loop to create a vacuum to suck up the waste. The size of the MARS Vacuum required the need for the 55-inch hole cut into the top of the tank for its installation.
 Above Left: Workers remove dome cut at C-105. Above Right: MARS Vacuum mast installed in C-105.
Installation of test instrumentation for real-time monitoring of the ventilation exhaust flow from multiple double-shell tanks was completed in 2013 in response to Defense Nuclear Facility Safety Board Recommendation 2012-2. This was part of a phased approach to upgrade the ventilation and associated instrumentation systems to a safety-significant designation.
“It’s rather mind-boggling to see the advances in technology made in recent months,” said Tom Fletcher, Assistant Manager for Tank Farms. “If we don’t have the necessary tools to accomplish a task, we’ll design and create it in order to meet our needs. That’s the advantage of having a highly-skilled and educated workforce.”
 Construction activities at WTP continued in earnest at the Low-Activity Waste (LAW) Facility, Balance of Facilities (BOF) and Analytical Laboratory (LAB). Major accomplishments in 2013 included substantial completion of the BOF’s Steam Plant and installation of the Autosampling System in the LAB. In addition, BNI declared construction complete on the BOF’s Chiller/Compressor Plant and DOE is currently verifying that declaration.
The Steam Plant will provide steam to WTP facilities for use in steam ejectors, evaporators and other process needs, as well as for building heating systems. At its operating peak, the plant will produce roughly 207,000 pounds of steam per hour.
|
 Above: This boiler is one of seven in the Steam Plant that will produce about 207,000 pounds of steam per hour for WTP processes.
The Chiller/Compressor Plant houses equipment supplying chilled water
and compressed air for utility services to WTP processing facilities.
The Autosampling System will analyze samples collected during the
vitrification process. Samples will be placed in a carrier and
transported to the LAB via flight tubes using a vacuum system similar to
that used at bank drive-up terminals. The flight tubes direct each
specific sample carrier to the appropriate location for analysis –
high-level waste or low-activity waste. Once operational, the LAB is
anticipated to analyze approximately 10,000 waste samples annually.
 Above: The Autosampling System in the LAB uses a vacuum system similar to bank drive-up teller terminals to transport waste samples to various locations within the LAB for analysis.
Construction also progressed on the High-Level Waste (HLW) Facility in areas not affected by technical issues resolution. The bulk of this work consisted of continuing installation of structural steel and concrete, bringing the structure’s height up to the 77-foot elevation.
“Significant progress has continued to be made on the Waste Treatment Plant over the past year,” said Bill Hamel, Assistant Manager for WTP. “We continue working to resolve technical issues associated with the High-Level Waste Facility and Pretreatment Facility, and we expect to resume design engineering for the High-Level Waste Facility in early 2014.”
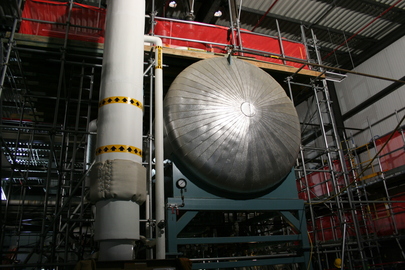
In addition to construction progress at the WTP, a key component to helping solve one of the main technical issues was installed at the WTP Full-Scale Test Facility (FSTF). A full-scale Pulse-Jet Mixing (PJM) Control Test Vessel was recently placed in the FSTF. The 14-foot-diameter vessel will be used to test control equipment for the PJMs, which will ensure radioactive waste remains properly mixed inside vessels at WTP. The waste needs to be adequately mixed so plutonium, uranium or other heavy metals don't settle to the bottom, where they could trap dangerous gasses and cause explosions or trigger uncontrolled nuclear chain reactions. Testing is expected to begin in early 2014.

Above: The Pulse Jet Mixing (PJM) Control Test Vessel is lifted
into the Full-Scale Test Facility.
|
ORP continued to receive plenty of interest from government officials
and the community at large. During the year, the office hosted such
dignitaries as Washington Governor Jay Inslee, U.S. Senators Patty
Murray (D-Wash.), Maria Cantwell (D-Wash.) and Ron Wyden (D-Ore.), U.S.
Congressman Doc Hastings (R-Wash.), and officials from the Washington
State Department of Ecology and the U.S. Environmental Protection
Agency. The highlight of the year was a June visit by Secretary of
Energy Ernest Moniz.
Right: Bill Hamel, Assistant Manager for WTP, engages with Energy Secretary Ernest Moniz.
|
|
 |
 Above: Tom Fletcher, Assistant Manager for Tank Farms, points out C Farm activity to Energy Secretary Ernest Moniz.
Along with keeping federal and state officials and oversight agencies apprised of River Protection Project activities, ORP kept the community informed by providing presentations to a variety of groups, including the Tri-City Regional Chamber of Commerce, Richland Rotary, the Washington legislative members and committees and Seattle Rotary, among others.
“We strive to be as transparent as possible,” said Smith. “We are working hard to develop and maintain a level of trust and confidence with everyone who has an interest in our projects and Hanford cleanup in general.”
|







